
Page 292 - G7_2021_WEB_pendiente
P. 292
TECHNICAL INFORMATION
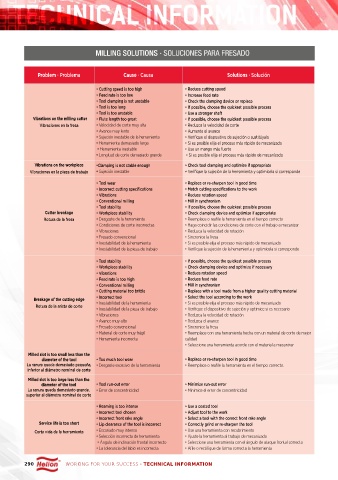
MILLING SOLUTIONS · SOLUCIONES PARA FRESADO
Problem · Problema Cause · Causa Solutions · Solución
• Cutting speed is too high • Reduce cutting speed
• Feed rate is too low • Increase feed rate
• Tool clamping is not unstable • Check the clamping device or replace
• Tool is too long • If possible, choose the quickest possible process
• Tool is too unstable • Use a stronger shaft
Vibrations on the milling cutter • Flute length too great • If possible, choose the quickest possible process
Vibraciones en la fresa • Velocidad de corte muy alta • Reduzca la velocidad de corte
• Avance muy lento • Aumente el avance
• Sujeción inestable de la herramienta • Verifique el dispositivo de sujeción o sustitúyalo
• Herramienta demasiado larga • Si es posible elija el proceso más rápido de mecanizado
• Herramienta inestable • Use un mango más fuerte
• Longitud de corte demasiado grande • Si es posible elija el proceso más rápido de mecanizado
Vibrations on the workpiece •Clamping is not stable enough • Check tool clamping and optimize if appropriate
TECHNICAL INFORMATION Vibraciones en la pieza de trabajo • Sujeción inestable • Verifique la sujeción de la herramienta y optimícela si corresponde
• Tool wear • Replace or re-sharpen tool in good time
• Incorrect cutting specifications • Match cutting specifications to the work
• Vibrations • Reduce rotation speed
• Conventional milling • Mill in synchronism
• Tool stability • If possible, choose the quickest possible process
Cutter breakage • Workpiece stability • Check clamping device and optimize if appropriate
Rotura de la fresa • Desgaste de la herramienta • Reemplace o reafile la herramienta en el tiempo correcto
• Condiciones de corte incorrectas • Haga coincidir las condiciones de corte con el trabajo a mecanizar
• Vibraciones • Reduzca la velocidad de rotación
• Fresado convencional • Sincronice la fresa
• Inestabilidad de la herramienta • Si es posible elija el proceso más rápido de mecanizado
• Inestabilidad de la pieza de trabajo • Verifique la sujeción de la herramienta y optimícela si corresponde
• Tool stability • If possible, choose the quickest possible process
• Workpiece stability • Check clamping device and optimize if necessary
• Vibrations • Reduce rotation speed
• Feed rate is too high • Reduce feed rate
• Conventional milling • Mill in synchronism
• Cutting material too brittle • Replace with a tool made from a higher quality cutting material
Breakage of the cutting edge • Incorrect tool • Select the tool according to the work
Rotura de la arista de corte • Inestabilidad de la herramienta • Si es posible elija el proceso más rápido de mecanizado
• Verifique el dispositivo de sujeción y optimice si es necesario
• Inestabilidad de la pieza de trabajo
• Vibraciones • Reduzca la velocidad de rotación
• Avance muy alto • Reduzca el avance
• Fresado convencional • Sincronice la fresa
• Material de corte muy frágil • Reemplace con una herramienta hecha con un material de corte de mejor
• Herramienta incorrecta calidad
• Seleccione una herramienta acorde con el material a mecanizar
Milled slot is too small less than the
diameter of the tool • Too much tool wear • Replace or re-sharpen tool in good time
La ranura queda demasiado pequeña, • Desgaste excesivo de la herramienta • Reemplace o reafile la herramienta en el tiempo correcto.
inferior al diámetro nominal de corte
Milled slot is too large less than the
diameter of the tool • Tool run-out error • Minimize run-out error
La ranura queda demasiado grande, • Error de concentricidad • Minimice el error de concentricidad
superior al diámetro nominal de corte
• Reaming is too intense • Use a coated tool
• Incorrect tool chosen • Adjust tool to the work
• Incorrect front rake angle • Select a tool with the correct front rake angle
Service life is too short • Lip clearance of the tool is incorrect • Correctly grind or re-sharpen the tool
Corta vida de la herramienta • Escariado muy intenso • Use una herramienta con recubrimiento
• Selección incorrecta de herramienta • Ajuste la herramienta al trabajo de mecanizado
• Ángulo de inclinación frontal incorrecto • Seleccione una herramienta con el ángulo de ataque frontal correcto
• La tolerancia del labio es incorrecta • Afile o rectifique de forma correcta la herramienta
290 WORKING FOR YOUR SUCCESS · TECHNICAL INFORMATION