
Page 293 - G7_2021_WEB_pendiente
P. 293
TECHNICAL INFORMATION
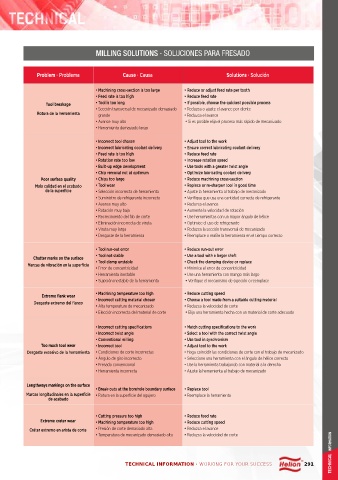
MILLING SOLUTIONS · SOLUCIONES PARA FRESADO
Problem · Problema Cause · Causa Solutions · Solución
• Machining cross-section is too large • Reduce or adjust feed rate per tooth
• Feed rate is too high • Reduce feed rate
Tool breakage • Tool is too long • If possible, choose the quickest possible process
• Sección transversal de mecanizado demasiado • Reduzca o ajuste el avance por diente
Rotura de la herramienta grande • Reduzca el avance
• Avance muy alto • Si es posible elija el proceso más rápido de mecanizado
• Herramienta demasiado larga
• Incorrect tool chosen • Adjust tool to the work
• Incorrect lubricating coolant delivery • Ensure correct lubricating coolant delivery
• Feed rate is too high • Reduce feed rate
• Rotation rate too low • Increase rotation speed
• Built-up edge development • Use tools with a greater twist angle
• Chip removal not at optimum • Optimize lubricating coolant delivery
Poor surface quality • Chips too large • Reduce machining cross-section
Mala calidad en el acabado • Tool wear • Replace or re-sharpen tool in good time
de la superficie • Selección incorrecta de herramienta • Ajuste la herramienta al trabajo de mecanizado
• Suministro de refrigerante incorrecto • Verifique que usa una cantidad correcta de refrigerante
• Avance muy alto • Reduzca el avance
• Rotación muy baja • Aumente la velocidad de rotación
• Recrecimiento del filo de corte • Use herramientas con un mayor ángulo de hélice
• Eliminación incorrecta de viruta • Optimice el uso de refrigerante
• Viruta muy larga • Reduzca la sección transversal de mecanizado
• Desgaste de la herramienta • Reemplace o reafile la herramienta en el tiempo correcto
• Tool run-out error • Reduce run-out error
Chatter marks on the surface • Tool not stable • Use a tool with a larger shaft
Marcas de vibración en la superficie • Tool clamp unstable • Check the clamping device or replace
• Error de concentricidad • Minimice el error de concentricidad
• Herramienta inestable • Use una herramienta con mango más largo
• Sujeción inestable de la herramienta • Verifique el mecanismo de sujeción o reemplace
Extreme flank wear • Machining temperature too high • Reduce cutting speed
Desgaste extremo del flanco • Incorrect cutting material chosen • Choose a tool made from a suitable cutting material
• Alta temperature de mecanizado • Reduzca la velocidad de corte
• Elección incorrecta del material de corte • Elija una herramienta hecha con un material de corte adecuado
• Incorrect cutting specifications • Match cutting specifications to the work
• Incorrect twist angle • Select a tool with the correct twist angle
• Conventional milling • Use tool in synchronism
Too much tool wear • Incorrect tool • Adjust tool to the work
Desgaste excesivo de la herramienta • Condiciones de corte incorrectas • Haga coincidir las condiciones de corte con el trabajo de mecanizado
• Ángulo de giro incorrecto • Seleccione una herramienta con el ángulo de hélice correcto
• Fresado convencional • Use la herramienta trabajando con material a la derecha
• Herramienta incorrecta • Ajuste la herramienta al trabajo de mecanizado
Lengthways markings on the surface
• Break-outs at the borehole boundary surface • Replace tool
Marcas longitudinales en la superficie • Rotura en la superficie del agujero • Reemplace la herramienta
de acabado
• Cutting pressure too high • Reduce feed rate
Extreme crater wear • Machining temperature too high • Reduce cutting speed
Cráter extremo en arista de corte • Presión de corte demasiado alta • Reduzca el avance
TECHNICAL INFORMATION
• Temperatura de mecanizado demasiado alta • Reduzca la velocidad de corte
TECHNICAL INFORMATION · WORKING FOR YOUR SUCCESS 291