
Page 294 - G7_2021_WEB_pendiente
P. 294
TECHNICAL INFORMATION
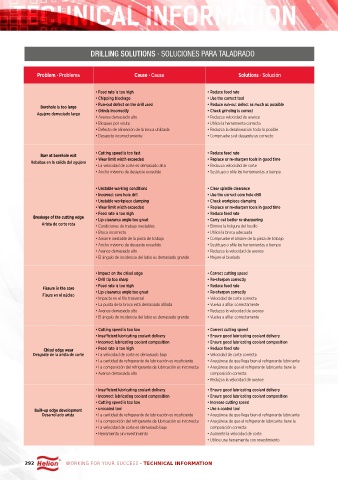
DRILLING SOLUTIONS · SOLUCIONES PARA TALADRADO
Problem · Problema Cause · Causa Solutions · Solución
• Feed rate is too high • Reduce feed rate
• Chipping blockage • Use the correct tool
• Run-out defect on the drill used • Reduce run-out defect as much as possible
Borehole is too large
Agujero demasiado largo • Grinds incorrectly • Check grinding is correct
• Avance demasiado alto • Reduzca velocidad de avance
• Bloqueo por viruta • Utilice la herramienta correcta
• Defecto de alineación de la broca utilizada • Reduzca la desalineación todo lo posible
• Desgasta incorrectamente • Compruebe si el desgaste es correcto
Burr at borehole exit • Cutting speed is too fast • Reduce feed rate
Rebabas en la salida del agujero • Wear limit width exceeded • Replace or re-sharpen tools in good time
• La velocidad de corte es demasiado alta • Reduzca velocidad de corte
TECHNICAL INFORMATION • Ancho máximo de desgaste excedido • Sustituya o afile las herramientas a tiempo
• Unstable working conditions • Clear spindle clearance
• Incorrect core hole drill • Use the correct core hole drill
• Unstable workpiece clamping • Check workpiece clamping
• Wear limit width exceeded • Replace or re-sharpen tools in good time
• Feed rate is too high • Reduce feed rate
Breakage of the cutting edge • Lip clearance angle too great • Carry out better re-sharpening
Arista de corte rota • Condiciones de trabajo inestables • Elimine la holgura del husillo
• Broca incorrecta • Utilice la broca adecuada
• Amarre inestable de la pieza de trabajo • Compruebe el amarre de la pieza de trabajo
• Ancho máximo de desgaste excedido • Sustituya o afile las herramientas a tiempo
• Avance demasiado alto • Reduzca la velocidad de avance
• El ángulo de incidencia del labio es demasiado grande • Mejore el biselado
• Impact on the chisel edge • Correct cutting speed
• Drill tip too sharp • Re-sharpen correctly
• Feed rate is too high • Reduce feed rate
Fissure in the core
Fisura en el núcleo • Lip clearance angle too great • Re-sharpen correctly
• Impacto en el filo trasversal • Velocidad de corte correcta
• La punta de la broca está demasiado afilada • Vuelva a afilar correctamente
• Avance demasiado alto • Reduzca la velocidad de avance
• El ángulo de incidencia del labio es demasiado grande • Vuelva a afilar correctamente
• Cutting speed is too low • Correct cutting speed
• Insufficient lubricating coolant delivery • Ensure good lubricating coolant delivery
• Incorrect lubricating coolant composition • Ensure good lubricating coolant composition
Chisel edge wear • Feed rate is too high • Reduce feed rate
Desgaste de la arista de corte • La velocidad de corte es demasiado baja • Velocidad de corte correcta
• La cantidad de refrigerante de lubricación es insuficiente • Asegúrese de que llega bien el refrigerante lubricante
• La composición del refrigerante de lubricación es incorrecta • Asegúrese de que el refrigerante lubricante tiene la
• Avance demasiado alto composición correcta
• Reduzca la velocidad de avance
• Insufficient lubricating coolant delivery • Ensure good lubricating coolant delivery
• Incorrect lubricating coolant composition • Ensure good lubricating coolant composition
• Cutting speed is too low • Increase cutting speed
Built-up edge development • uncoated tool • Use a coated tool
Desarrollado arista • La cantidad de refrigerante de lubricación es insuficiente • Asegúrese de que llega bien el refrigerante lubricante
• La composición del refrigerante de lubricación es incorrecta • Asegúrese de que el refrigerante lubricante tiene la
• La velocidad de corte es demasiado baja composición correcta
• Herramienta sin revestimiento • Aumente la velocidad de corte
• Utilice una herramienta con revestimiento
292 WORKING FOR YOUR SUCCESS · TECHNICAL INFORMATION